

别再错过任何细节!花费一分钟观看#堆焊耐磨板#专业生产产品视频,让您的购买决策更加明智。
以下是:#堆焊耐磨板#专业生产的图文介绍


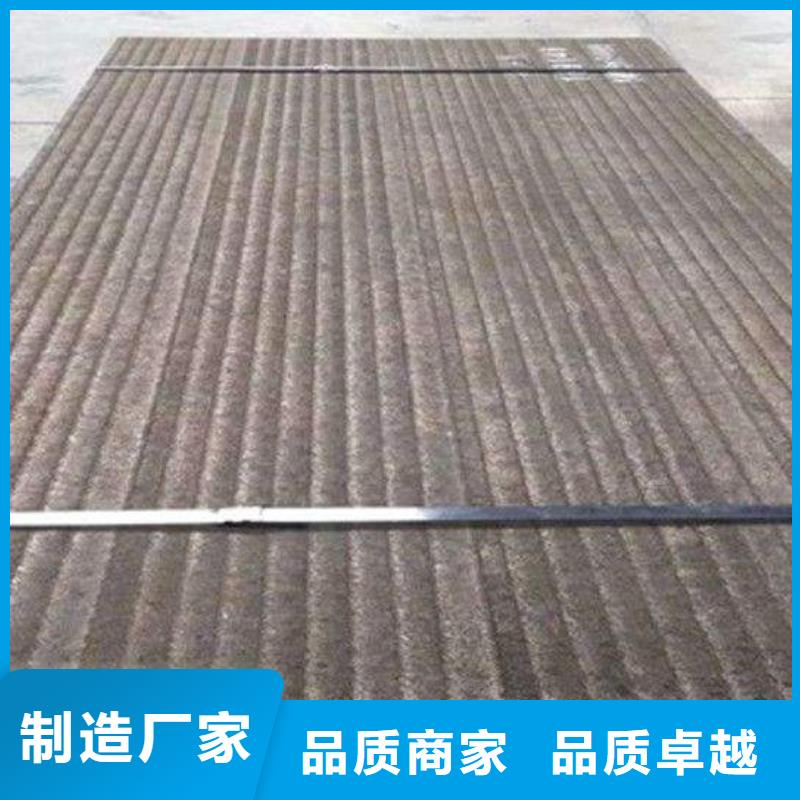
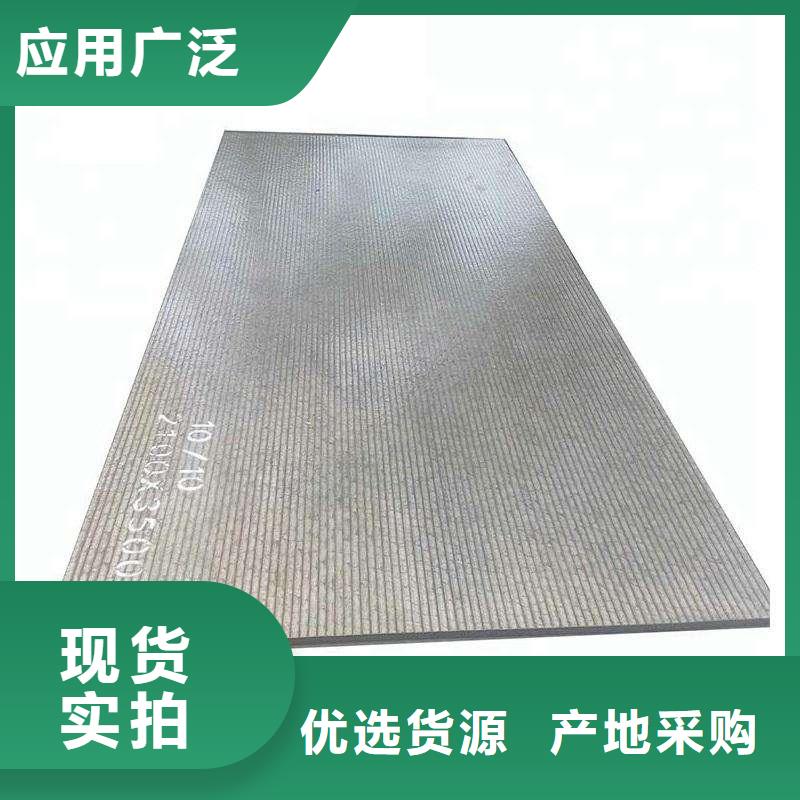
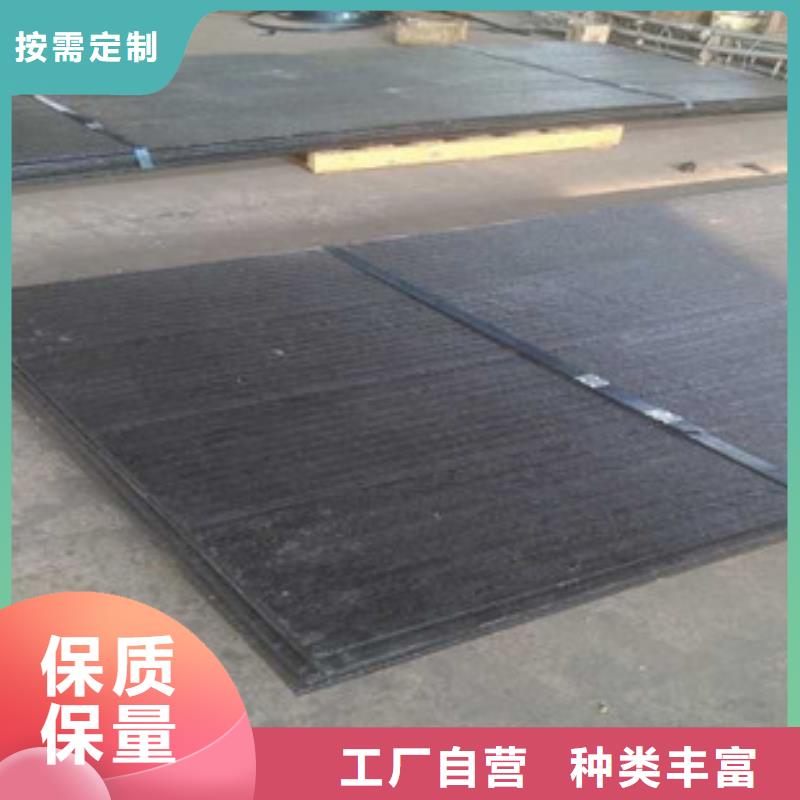
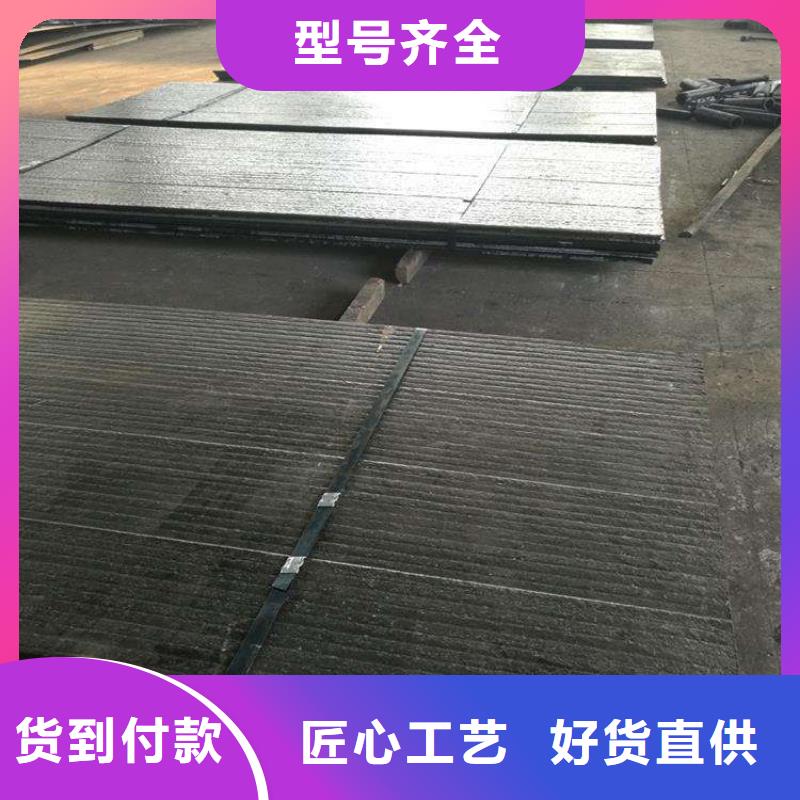
耐磨板规格齐全可零切
耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度薄为6mm,厚度不限。目前,标准耐磨钢板可提供1200或1450×2000mm,也可根据用户需求,按图纸尺寸定做加工。耐磨钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。方便的加工性能
耐磨钢板可以切割,弯曲或卷曲、焊接和打孔,它可以加工成普通钢板可以加工的各种部件。切割好的耐磨钢板可以拼焊成各种工程结构件或零部件



在经营过程中始终坚持:“诚信、务实、卓越、创新”的原则,我们视 南阳西峡耐磨钢板质量为企业生命,严格控制施工质量,力争百年品牌企业,客户的满意就是我们一直追求的目标。



堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



高强度耐磨钢标准应成为一个较为完整的通用化、系列化的标准体系。从我国目前现有的高强度耐磨钢技术现状来看,全部为产品技术协议,而且数量太少。虽然在部分企业形成了系列化并且正朝着通用化的方向发展,但从整个高强度耐磨钢体系来看还很不完善,特别缺少通用标准。由于管理体制和运行机制等方面的原因,企业材料研制工作与标准化工作脱节,造成纳标滞后。这对于高强度耐磨钢规范生产、推广使用极为不利。因为设计者认为没上标准的材料,是不成熟的,选材就有一定风险,一般不会选用,这严重影响了新材料的推广使用。高强度耐磨钢标准应形成一个具有我国特色的统一体系,对今后高强度耐磨钢标准的完善,推动高强度耐磨钢的研制、应用会起到关键作用。因此按照 标准体系编制的要求,编制一个既能充分反映我国高强度耐磨钢发展水平和需求,又先进科学、实用合理的标准体系,为今后高强度耐磨钢标准修订完善奠定的良好基础,将有利于高强度耐磨钢规范生产及推广使用。
